How to Reduce Burrs on the Back of Stainless Steel Perforated Sheets
Source:www.cn-psp.cnAuthor:河北森驰公司 Last updated:2025-05-19 14:25:09 Browse:
When high-speed alloy punches are used on CNC punching machines to perforate high-quality stainless steel sheets, the punching force applied from top to bottom creates holes in the sheet. However, it also causes plastic deformation on the back side of the material, leading to burr formation. The main causes include:
Excessive clearance between punch and die
If the clearance between the upper punch and the lower die exceeds the optimal range, the shear force distribution becomes uneven during punching, resulting in longer and more noticeable burrs.
Worn punch or poor alignment
A punch that has been used over time may wear down, and if it’s not properly aligned during installation, the concentricity is compromised, increasing burr formation.
Deformation or unevenness of the feeding table
Prolonged high-intensity operation may lead to slight warping of the feeding table. When the sheet material is no longer perfectly level during feed, uneven force distribution during punching results in burrs on the back side.
stainless steel perforated sheet
Technical Measures to Control Burrs
Regularly inspect punch-die clearance
Before and during production, use precision measuring tools to ensure that the clearance between the punch and die remains within the design tolerance. Adjust or replace components promptly if deviations are found.
Maintain sharp punches and proper concentricity
Implement a punch usage management system based on punch material and punching volume. Regular polishing or timely replacement of the punch helps keep it sharp and ensures high concentricity.

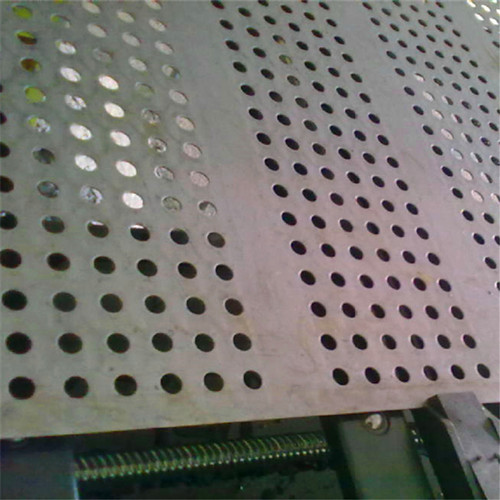
stainless steel perforated sheet
Ensure the feeding table is level and intact
Periodically inspect the surface flatness and level of the feeding table. If any warping or unevenness is detected, recalibrate or replace the table to ensure consistent force distribution during the punching process.
Conclusion
By maintaining proper punch-die clearance, keeping punches sharp and concentric, and ensuring the feeding table remains flat, burrs on the back side of stainless steel perforated sheets can be effectively minimized. These practices help improve the overall surface quality and facilitate smoother downstream processing. We recommend incorporating these points into your daily equipment maintenance and quality control routines to ensure every batch of stainless steel perforated sheet meets your customers' expectations.