Technical Limitations in the Production Process of Metal Perforated Sheets
Source:www.cn-psp.cnAuthor:河北森驰公司 Last updated:2025-04-06 10:25:34 Browse:
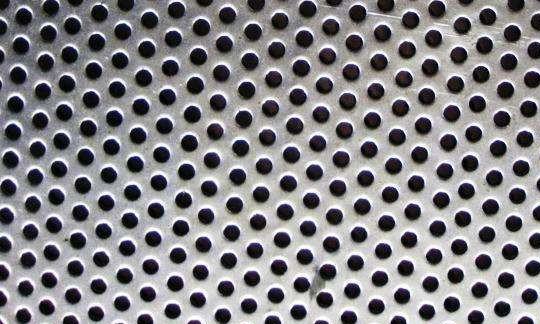
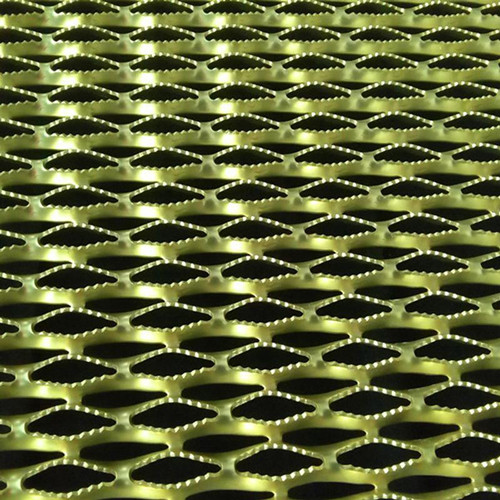
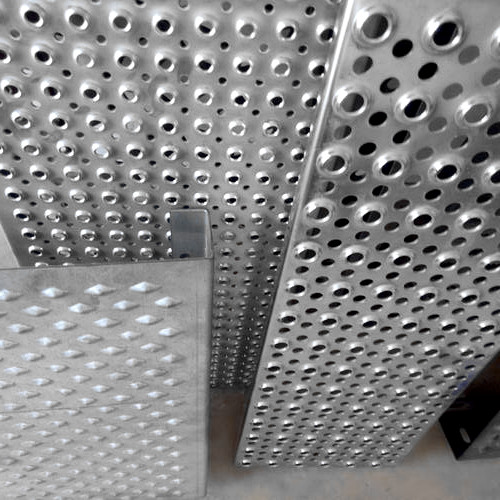
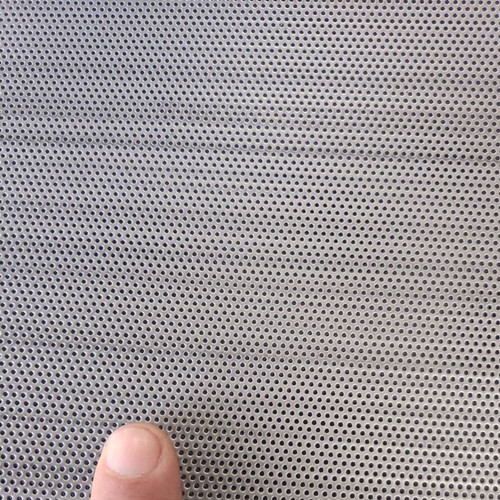
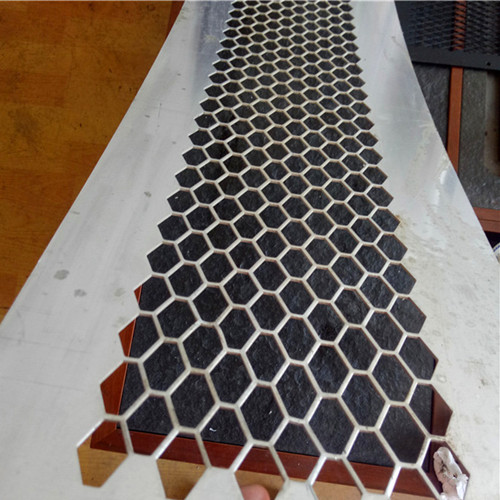
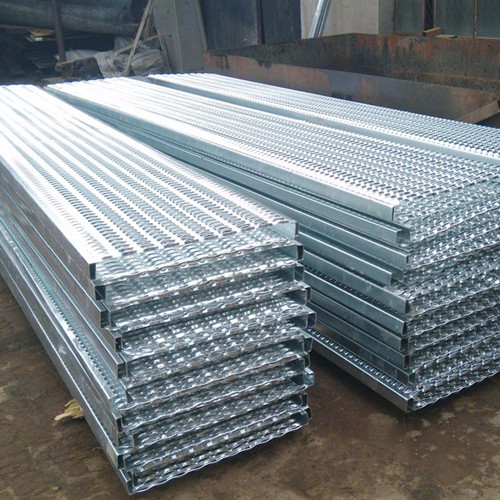
Metal perforated sheets, due to their wide range of application scenarios and diverse specifications, have always been an important material in many industries. Perforated sheets can be produced with various hole shapes and sizes according to customer needs, such as round, oval, diamond, and fish scale shapes, with hole diameters ranging from 0.5mm to 200mm, sheet thicknesses from 0.3mm to 20mm, and materials including steel, aluminum, stainless steel, copper, nickel, etc. However, there are still some technical limitations during the production process, which mainly manifest in the following aspects:
Relationship between Hole Diameter and Sheet Thickness
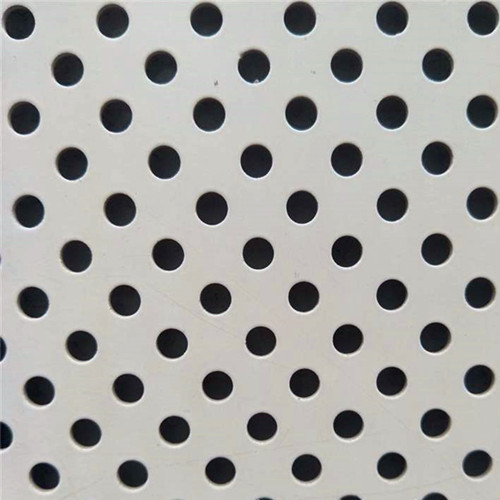
In the production of metal perforated sheets, it is necessary to follow the "minimum hole diameter principle," meaning that the hole diameter must be greater than or equal to the thickness of the sheet. For example, it is impossible to make a 4mm hole on an 8mm thick sheet. This is because when the hole diameter is smaller than the sheet thickness, the stamping tools and molds cannot withstand excessive pressure, causing the production to not proceed smoothly. For smaller hole diameters and thicker sheets, the production difficulty significantly increases, requiring higher technology and equipment support.
Metal Perforated Sheet
Impact of Material Hardness on Production Difficulty
Material hardness also directly affects the difficulty of production. For example, producing stainless steel perforated sheets is more challenging than regular steel plates, because the higher hardness of stainless steel causes greater wear on the punches. Therefore, when producing stainless steel perforated sheets, more durable molds and more precise equipment are required.
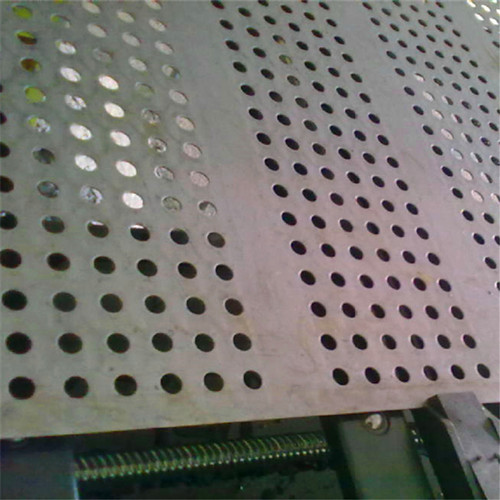
Limitation of Hole Spacing
The hole spacing of perforated sheets must meet the minimum requirements. Usually, the distance from the edge of one hole to the edge of another should be at least 1.5 times the thickness of the sheet. If the hole spacing is too small, it not only increases the difficulty of production but also leads to more severe deformation of the sheet, thus affecting the quality of the final product. Therefore, appropriate hole spacing is an important factor in ensuring the quality of perforated sheets.
Challenges Posed by Material Properties to Production
The hardness and ductility of different materials directly affect the difficulty of producing perforated sheets. Materials with higher hardness, such as stainless steel or nickel, are much harder to manufacture than aluminum or low-carbon steel. This is because materials with higher hardness cause greater wear on molds and require more fine adjustments during the production process. Choosing suitable materials can effectively reduce production difficulties, extend mold life, and improve production efficiency.
Conclusion
Although metal perforated sheets can be customized in various shapes and sizes according to customer needs, strictly adhering to technical limitations is crucial. The hole diameter must match the sheet thickness and must meet the minimum hole spacing requirements to ensure the manufacturability of the perforated sheets and the quality of the products. When choosing appropriate materials and design parameters, production challenges can be effectively reduced, production efficiency can be improved, and the service life of molds can be extended.
By understanding these technical limitations, manufacturers can more accurately control the production process and ensure that the final product meets customer requirements and quality standards.